
金属部品化時のワークのクランプ装置を導入。
用途
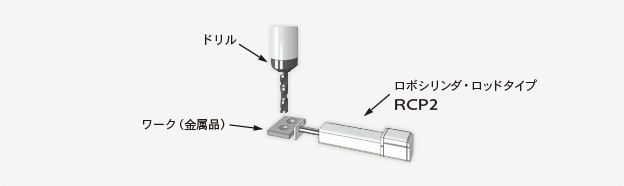
自動車の金属部品を加工する際のクランプ装置。
最初の荒削り時は強く押さえる必要があり30Nで押さえているが、荒削り後のファイン加工時はワークの変形を防ぐため押し付け力を落としている。
使用しているロボシリンダの機能
解説
- エアシリンダの場合
-
エアシリンダでは残圧のため押し付け力を30Nから10Nに変更するのに15秒かかり、その間は加工ができない。
- 加工時間
- (荒削り:13秒)+(圧力変更:15秒)+(ファイン加工:13秒)+(取付け・取外し:8秒)=49秒
- 生産数量
- タクトタイム49秒=73個/H(3,600秒)=1,763個/日(24H)=52,890個/月(30日)
- ロボシリンダの場合
-
ロボシリンダではポジションNo.の変更で直ちに押し付け力の変更が可能。
- 加工時間
- (荒削り:13秒)+(ファイン加工:13秒)+(取付け・取外し:8秒)=34秒
- 生産数量
- タクトタイム34秒=105個/H(3,600秒)=2,520個/日(24H)=75,600個/月(30月)
スライダタイプ: ERC3-SA5C/SA7C
ロッドタイプ: ERC3-RA4C/RA6C
下表のように異なる押し付け力を設定したポジションNo.を切り替えることで、押し付け力の変更ができます。
| ポジション No. |
位置 mm |
速度 mm/s |
加速度 G |
押し付け力 % |
押し付け幅 mm |
|---|---|---|---|---|---|
| 1 | 100 | 200 | 0.3 | 30 | 10 |
| 2 | 100 | 200 | 0.3 | 70 | 10 |
ご検討中のお客様へ
IAIでは、ロボシリンダをはじめとした産業用ロボットの導入をと検討の皆様を様々な角度でサポートしています。
- ロボシリンダ体験セミナー
- コストダウン・効率アップの切り札として、多くの生産ラインで導入されている電動シリンダ『ロボシリンダ』が、初めての方でもすぐに使えるようになる実践セミナーです。
- アイエイアイのとりくみ
- 製品の導入にあたっては、担当者がお客様の状況やご要望に合わせて、製品選択から実際の導入稼動までさまざまなアドバイスやサポートを実施しています。