Moment-stop improvement example
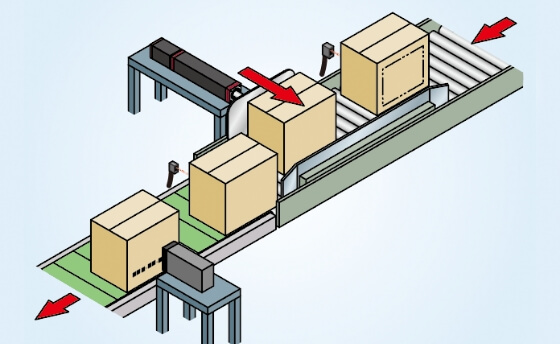
Printing device for cardboard boxes
Cost reducing effect
Achieved a reduction in labor cost of 290,000 yen/year.
Device description
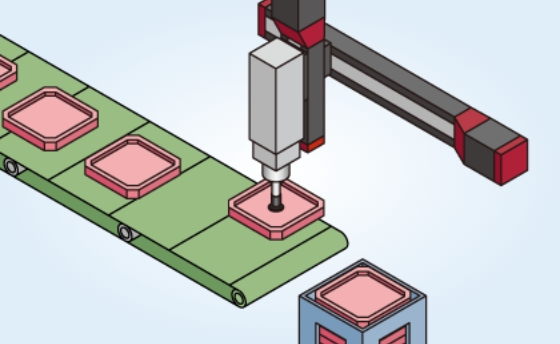
Air cylinder is used to push the shipping cardboard boxes that are coming down the conveyor to position them.
Once the cardboard box is sent to the next process, an inkjet printer is used to print on the box.
Problems that have occurred so far
Fluctuations in the source pressure made the speed unstable, causing moment-stops.
If the speed is high, the cardboard box will be deformed, and if the speed is slow, the cardboard box will drift away before it can be positioned. It took an average of 30 minutes a day (average 3 minutes x 10 times) to collect damaged cardboard boxes and cardboard boxes with printing failures, and to adjust the speed to the optimum speed.
Improvements brought by electrification
No longer affected by fluctuations in the source pressure.
Acceleration (A), velocity (V), and deceleration (D) can be easily set to any value, and once set, no adjustment is required thereafter.
Therefore, the cardboard box will no longer be damaged by getting too fast, or drift away for being too slow.
Time required to collect defective products and to adjust the device
- Time required to collect deformed boxes/boxes that failed to print
- Time required to adjust the speed controller and reed switch
Time taken
Total 30 minutes/day
- There is no need for collection work as there are no defective products.
- Once A, V, and D are set, they will always remain constant. No adjustment time required.
Time taken
Total 0 minutes/day

TB-03
All you have to do is enter the figures.
Cost reducing effect
Conditions
Labor cost
2,300 yen/hour (overtime)
Number of operation days per year
250 days
Effect
Equipment that uses air cylinders used to spend 30 minutes a day collecting and adjusting defective products.
By using an electric actuator, the time required for adjustment has been reduced to 0 minutes.
As a result, the labor cost was reduced by 290,000 yen/year.
(Breakdown: Time required to adjust equipment that uses air cylinders and collect defective products: 0.5 hours x 2,300 yen/hour x 250 days = 287,500 yen)
Other improvement examples